Správně specifikovaná a kalibrovaná výrobní linka stroje na vstřikování pěny snižuje plýtvání surovinami o 25 % až 32 % ve srovnání s ručními nebo poloautomatickými metodami lití — a toto číslo je důsledně ověřováno v rámci auditů výroby polyuretanové pěny v odvětvích spotřebičů, nábytku a automobilových sedadel. Mechanismus je přesný: automatizované odměřovací systémy poskytují přesné hmotnosti výstřelu v rozmezí ±0,5 % cíle, čímž se eliminují rezervy na přelití, které manuální obsluha přidává jako pojistku proti nedoplnění.
Ve zpracování na výrobní lince 500 kg polyuretanové suroviny za směnu 30% snížení odpadu znamená úsporu přibližně 150 kg chemikálií za směnu – materiálu, který dříve končil jako vyřazené díly, ořezávání nebo čištění. V celém výrobním roce s 250 směnami to představuje podstatné a měřitelné snížení spotřeby materiálu bez jakékoli změny výstupního objemu nebo specifikace produktu.
Proč ruční pěnění ztrácí tolik materiálu — a co automatizace opravuje
Pochopení toho, kde vzniká odpad na konvenční výrobní lince pěny, přesně objasňuje, proč přechod na průmyslové zařízení na výrobu pěnových forem přináší tak spolehlivé zlepšení. Ruční a poloautomatické systémy vytvářejí odpad prostřednictvím čtyř slučovacích mechanismů, které automatické vstřikování pěny eliminuje nebo minimalizuje.
Kompenzace přelití
Ruční obsluha musí nalít přebytečný materiál, aby bylo zaručeno vyplnění formy – typická rezerva přelití 8 % až 15 % je zabudován do ručních střelných terčů, aby se zabránilo drahým nedostatečně naplněným dílům. Automatizované systémy vstřikování pěny tuto rezervu zcela eliminují tím, že poskytují kontrolovanou, opakovatelnou hmotnost výstřelu založenou na měření v uzavřené smyčce, čímž se tato kategorie odpadu snižuje téměř na nulu.
Odchylka smíšeného poměru
Kvalita polyuretanové pěny je extrémně citlivá na poměr isokyanátu k polyolu (index ISO:POL). Odchylka spravedlivého 2 % z cílového poměru vytváří pěnu s nesprávnou hustotou, sníženou mechanickou pevností nebo kosmetickými vadami – to vše vede k vyřazení dílů. Průmyslové výrobní zařízení na výrobu pěny s monitorováním průtoku v reálném čase udržuje přesnost poměru míchání ±0,3 % , snižuje počet zmetků souvisejících s poměrem o 80 % nebo více ve srovnání s manuálními systémy.
Purge and Startup Waste
Každé zahájení výroby a změna barvy nebo složení vyžaduje propláchnutí míchací hlavy. Postupy ručního proplachování jsou nekonzistentní – operátoři mají sklon k nadměrnému proplachování, aby zajistili čistý materiál, plýtvání 0,5 až 2 kg chemikálie na jedno proplachování . Automatizované cykly proplachování na výrobní lince stroje na vstřikování pěny jsou přesně načasovány, čímž se snižuje odpad na jedno proplachování o 60 % až 70 %.
Posun teploty a viskozity
Viskozita polyolu a izokyanátu se výrazně mění s teplotou – zvýšení teploty nádrže o 5 °C může posunout viskozitu natolik, že změní efektivní průtok o 8 % až 12 % i při stejném nastavení čerpadla. Stroje na vstřikování pěny s nádrží na komponenty s řízenou teplotou (obvykle udržované při 20 °C až 25 °C ±0,5 °C ) eliminují variace hmotnosti broků vyvolané viskozitou, které způsobují cykly odpadu s přeplněním i nedoplněním.
Snížení odpadu výrobní metodou: kvantifikované srovnání
Následující tabulka porovnává míru plýtvání materiálem na třech úrovních automatizace výroby pěny na základě údajů o výrobě polyuretanové pěny z výrobních linek izolace spotřebičů a nábytkových sedadel.
Způsob výroby
Typický okraj přelití
Přesnost poměru mixu
Míra odmítnutí (hustota/výplň)
Celkový odpad materiálu
Ruční ruční nalévání
10–15 %
±5–8 %
6–12 %
18–30 %
Poloautomatické dávkování
5–8 %
±2–3 %
3–6 %
10–18 %
Výrobní linka automatizovaného stroje na vstřikování pěny
0,5–1 %
±0,3–0,5 %
0,5–2 %
2–6 %
Porovnání odpadu materiálu napříč úrovněmi automatizace výroby pěny ve výrobě polyuretanu
Celková míra odpadu materiálu podle výrobní metody (%, střední hodnoty)
24 %
Ruční nalévání
14 %
Poloautomatické
4 %
Stroj na vstřikování pěny
Výrobní linky automatizovaných strojů na vstřikování pěny snižují celkový odpad materiálu na 2–6 %, což je snížení až o 30 procentních bodů oproti ručním metodám.
Základní součásti výrobní linky pěnového vstřikovacího stroje
Průmyslové zařízení na výrobu pěnových forem je systém – ne jediný stroj. Pochopení toho, co každý subsystém přispívá ke snížení odpadu, pomáhá výrobním inženýrům identifikovat, které body upgradu přinášejí největší návratnost v jejich konkrétním provozu.
Vysokotlaká dávkovací jednotka
Dávkovací jednotka řídí objemový průtok každé složky (polyol, isokyanát a aditiva) pomocí hydraulických nebo servomotorových pístových čerpadel. Moderní vysokotlaké systémy pracují při 100 až 250 barů míchací tlak s průtoky kalibrovanými v rozmezí ±0,5 % cíle. Tato úroveň přesnosti je při ručním dávkování fyzicky nemožná a je jediným největším přispěvatelem ke snížení odpadu na výrobní lince.
Nádrže na komponenty s řízenou teplotou
Izolované, opláštěné nádrže s cirkulačními ohřívači a chladiči udržují polyol a isokyanát při stabilních teplotách zpracování. Většina formulací polyuretanové pěny vyžaduje komponenty 18 °C až 28 °C v závislosti na ročníku. Nádrže s řízenou teplotou vybavené kontinuální cirkulací zajišťují, že materiál na směšovací hlavě má vždy správnou viskozitu – eliminují kolísání hmotnosti nástřiku způsobené tepelným posunem okolní teploty během změn směn nebo sezónních přechodů.
Mixovací hlava se samočistícím mechanismem
Míchací hlava je místo, kde se polyol a isokyanát spojují pod vysokotlakým nárazem. Samočistící směšovací hlava používá hydraulický čisticí píst, který po každém výstřiku smete zbytkový zreagovaný materiál z směšovací komory, čímž zabraňuje usazování bez proplachování rozpouštědlem. Tento mechanismus snižuje spotřebu čisticího materiálu na jeden výstřik 65 % až 80 % ve srovnání s rozpouštědlem propláchnutými míchacími hlavami s otevřeným naléváním a eliminuje kontaminaci pěnového produktu rozpouštědlem.
Systém upínání forem a dopravníku
Kontinuální rotační nebo lineární dopravníkový systém posouvá formy vstřikovacími, vytvrzovacími a odformovacími stanicemi v pevné době cyklu. Konzistentní umístění formy pod tryskou směšovací hlavy – opakovatelná s přesností ±1 mm – je kritická pro rovnoměrné rozložení náplně a zabraňuje nalévání na okrajích, které má za následek gradienty hustoty a vyřazení součásti. Hydraulické upínací systémy zajišťují, že uzavírací síla formy je aplikována správně před vstřikováním, čímž se zamezuje úniku vzplanutí.
Řídicí systém a protokolování dat
Řídicí systémy založené na PLC zaznamenávají v reálném čase hmotnosti jednotlivých součástí, teploty, tlaky a poměry směsi každého výstřelu. Tato data umožňují procesním inženýrům identifikovat trendy posunu dříve, než generují zmetkovitost – zachytit 0,5 % odchylku poměru před tím, než se sloučí do šarže dílů nesplňujících specifikace. Závody, které implementují monitorování procesu v uzavřené smyčce s automatickou korekcí hmotnosti výstřelu hlásí míru odmítnutí pod 1 % ve srovnání se 4 % až 8 % u ručně monitorovaných linek.
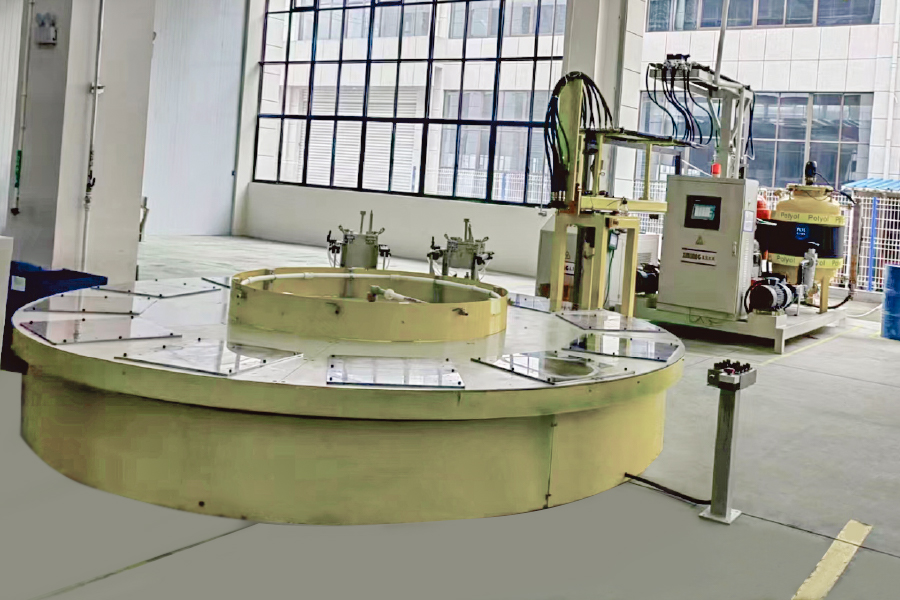
Cyklopentanové pěnové linky: Snížení množství odpadu s dodržováním životního prostředí
Rostoucí segment průmyslových zařízení na výrobu pěnových forem je navržen speciálně pro polyuretanovou pěnu foukanou cyklopentanem – standardní nadouvadlo pro izolaci chladniček a mrazniček na celém světě po vyřazení činidel na bázi HCFC. Cyklopentan představuje další problémy s řízením procesu ve srovnání se systémy foukanými vodou nebo HFC, takže přesné řízení vstřikování je ještě důležitější.
Řízení hořlavosti: Cyklopentan je vysoce hořlavý (LEL 1,1 %). Jsou vyžadovány plně uzavřené výrobní linky stroje na vstřikování pěny s integrovanou detekcí plynů, elektrické komponenty odolné proti výbuchu a systémy proplachování dusíkem – a tyto systémy současně zabraňují atmosférickým ztrátám cyklopentanu, které přispívají k plýtvání materiálem.
Stabilita před smícháním: Cyklopentan musí být předem přimíchán do polyolové složky v přesných koncentracích (typicky 6 % až 12 % hmotnostních ) před injekcí. Automatizované předmíchané dávkování s gravimetrickým ověřením udržuje konzistenci směsi v rozmezí ±0,2 %, čímž zabraňuje kolísání hustoty, které vede k neúspěšným testům tepelného výkonu a vyřazení součásti.
Optimalizace výplně formy: Pěna foukaná cyklopentanem má rychlejší dobu krémování a nelepivost než mnoho alternativních systémů – vstřikování a plnění formy musí být dokončeno v užším procesním okně. Automatizované načasování vstřikování na kompletním zařízení pro pěnění cyklopentanu zajišťuje, že každý výstřik je podán ve správném časovém okně, čímž se zabrání krátkému plnění nebo přefouknutí dílů.
Možnosti konfigurace výrobní linky a jejich dopad na odpad
Výrobní linky vstřikovacích strojů na výrobu pěny jsou konfigurovatelné v několika uspořádáních v závislosti na velikosti dílu, požadavcích na dobu cyklu a omezeních výrobní haly. Volba konfigurace přímo ovlivňuje dosažitelnou míru odpadu.
Konfigurace linky
Typická aplikace
Doba cyklu
Snížení odpadu vs. manuální
Lineární dopravník (jednostanice)
Jednoduchá deska nebo panelová izolace
3–6 minut
20–25 %
Rotační karusel (multiformní)
Dveřní panely spotřebiče, sedáky
45–90 sekund
28–32 %
Linka kontinuální laminace
Sendvičové panely, izolace potrubí
Kontinuální
25–30 %
Vícesložkový robot s podporou
Komplexní automobilové interiérové díly
60–120 sekund
30–35 %
Konfigurace výrobní linky stroje na vstřikování pěny a odpovídající měřítka pro snížení odpadu materiálu
Míra odpadu materiálu během přechodu z manuálního na automatické vstřikování pěny (indexované % odpadu za měsíc)
Většina výrobních linek dosáhne své cílové míry odpadu během 3 až 4 měsíců od zprovoznění systému stroje na vstřikování pěny, protože operátoři dokončí optimalizaci parametrů.
Uvedení do provozu a optimalizace procesu: Trvale dosáhnout 30% snížení odpadu
Instalace výrobní linky stroje na vstřikování pěny je nezbytná, ale nestačí k dosažení 30% snížení odpadu. Fáze uvedení do provozu a optimalizace parametrů – obvykle trvající 4 až 12 týdnů v závislosti na složitosti – určuje, zda zařízení dosáhne svého navrženého výkonnostního potenciálu.
Kalibrace závaží střely: Spusťte sérii výstřelů otevřené formy na váhu, abyste ověřili, že naměřené hmotnosti komponent odpovídají naprogramovaným cílům v rozmezí ±0,5 %. Upravujte zdvih nebo rychlost čerpadla, dokud nebude této tolerance konzistentně dosaženo během alespoň 20 po sobě jdoucích výstřelů.
Ověření poměru mixu: Odebírejte oddělené vzorky složek během současného vstřikování a analyzujte hmotnosti složek. Hmotnostní poměr ISO:POL musí být v rozmezí ±1 % specifikace složení. Upravujte poměry dávkování v řídicím systému až do ověření.
Hodnocení vzoru výplně formy: Vstříkněte do průhledné nebo členité formy a sledujte dráhu toku pěny. Upravte umístění bodu vstřiku nebo přidejte odvzdušnění, pokud se objeví gradienty hustoty nebo dutiny. Jednotná výplň snižuje odpad ořezávání a sekundárního vyřazení o 40 % až 60 %.
Potvrzení cyklu vytvrzení: Ověřte, že doba demontáže odpovídá době nelepivosti formulace při cílové teplotě formy. Předčasné vyjmutí z formy způsobí deformaci a vyřazení součásti; pozdní demontáž zkracuje dobu cyklu a zvyšuje spotřebu energie na díl.
Minimalizace cyklu čištění: Naprogramujte minimální efektivní objem čištění pro každý scénář výměny materiálu a zdokumentujte jej v provozním postupu linky. Během prvního měsíce výroby kontrolujte každý týden skutečnou spotřebu čištění.
Průmyslová odvětví a aplikace, kde výrobní linky vstřikovacích strojů na pěnu přinášejí největší dopad
Průmyslové výrobní zařízení na výrobu pěnových forem je použitelné v celé řadě výrobních odvětví. Následující aplikační oblasti trvale vykazují nejvyšší zisky ze snížení plýtvání materiálem z automatizace na základě zdokumentovaných výsledků modernizace výrobních linek.
Izolace chladničky a mrazničky: Velkoobjemové tenkostěnné pěnové výplně s požadavky na přísnou toleranci hustoty – automatické vstřikování snižuje míru zmetků z 8–12 % (manuální) na méně než 1,5 %, přičemž úspora cyklopentanového nadouvadla je 20–28 % na jednotku.
Automobilová sedadla a opěrky hlavy: Složitá geometrie formy a zóny s proměnlivou hustotou v rámci jednoho dílu vyžadují přesné řízení vstřikování – automatizované linky snižují náklady na pěnový materiál sedadla o 18–25 % na sedadlo díky regulaci hmotnosti výstřelu a snížení odpadu.
Výroba nábytku a matrací: Velkoformátové pěnové bloky pro řezání bramových polotovarů — kontinuální licí linky s gravimetrickým měřením udržují konzistentní hustotu bloků, čímž snižují degradaci a materiál nesplňující specifikaci z 10–15 % na 2–4 % objemu výroby.
Stavební sendvičové panely: Kontinuální laminovací linky pro izolační panely PIR a PUR vyžadují rovnoměrnou distribuci pěny napříč panely o šířce 600–1200 mm – automatizované pojezdové směšovací hlavy eliminují kolísání hustoty okrajů, které způsobuje míru vyřazení panelů o 5–10 % při ručních operacích.
Průmyslová izolace potrubí: Vstřikování pěny do prstencových forem kolem částí potrubí vyžaduje řízenou míru plnění, aby se zabránilo vzniku dutin – automatizované systémy snižují vyřazení související s dutinami z 6–10 % na méně než 2 %.
O společnosti Ningbo Xinliang Machinery Co., Ltd.
Ningbo Xinliang Machinery Co., Ltd. je podnik kombinující průmysl a obchod, který se věnuje výrobě zařízení pro výrobu polyuretanové pěny, výrobních linek pro výrobu polyuretanové pěny a kompletního zařízení pro výrobu pěny cyklopentanem a polyuretanem. Jedná se o profesionální high-tech podnik specializující se na výzkum a vývoj zařízení na výrobu polyuretanové pěny, výrobu a technické služby. Zaměstnanci výzkumu a vývoje společnosti mají více než deset let profesionálních konstrukčních zkušeností a jsou obeznámeni s pokročilou technologií zařízení na výrobu polyuretanové pěny doma i v zahraničí.
Jako profesionální dodavatel výrobní linky na výrobu pěnových vstřikovacích strojů a společnost na výrobu OEM pěnových vstřikovacích strojů se Ningbo Xinliang spoléhá na silnou průmyslovou základnu Zhejiang a výhody dobré polohy, aby se vydal cestou vývoje. "vědecké a technologické inovace, snaha o specializaci" — zaměření na poskytování přizpůsobených řešení pro uživatele v polyuretanovém průmyslu. Od projektových konzultací a inženýrského návrhu až po instalaci, uvedení do provozu a dlouhodobou technickou podporu společnost poskytuje komplexní služby, které zajistí, že každá výrobní linka dosáhne svých navržených cílů materiálové účinnosti a výstupní kvality.
Často kladené otázky
Q1: Jak dlouho trvá dosažení 30% snížení odpadu po instalaci výrobní linky pěnového vstřikovacího stroje?
Většina výrobních linek dosáhne svého cíle snížení odpadu v rámci 3 až 4 měsíce uvedení do provozu. První měsíc se obvykle zaměřuje na kalibraci základních parametrů a školení operátorů. Měsíce 2 a 3 zahrnují optimalizaci procesu – jemné doladění hmotnosti výstřiku, poměrů míchání a cyklů čištění. Plný cílový výkon je obvykle potvrzen a stabilizován do konce 4. měsíce, jakmile jsou zdokumentovány a kontrolovány všechny proměnné složení a formy.
Q2: Může výrobní linka stroje na vstřikování pěny zpracovat více polyuretanových přípravků na stejné lince?
Ano. Moderní průmyslové zařízení na výrobu pěnových forem je navrženo pro multiformulační provoz s programovatelnou správou receptur. Řídicí systém ukládá pro každou recepturu samostatné parametry hmotnosti dávky, poměru směsi, teploty a tlaku a operátoři mezi nimi přepínají prostřednictvím HMI. Víceformulační linky vyžadují definované postupy čištění mezi změnami aby se zabránilo křížové kontaminaci – ale se samočisticí míchací hlavou je odpad při výměně obvykle menší než 500 g na přechod.
Q3: Jaký minimální objem výroby ospravedlňuje investici do výrobní linky plného stroje na vstřikování pěny?
Neexistuje žádná univerzální prahová hodnota, protože silně závisí na materiálových nákladech, sazbách zmetků a mzdových nákladech na konkrétním trhu. Praktickým vodítkem je, že výrobní operace spotřebovávají více než 200 kg polyuretanové suroviny za směnu obvykle zjistí, že automatizované zařízení pro vstřikování pěny přináší měřitelné zvýšení účinnosti, které ospravedlňuje kapitálové investice. Pod tímto objemem poloautomatický dávkovací stroj často poskytuje přechodné zlepšení při nižším kapitálovém závazku.
Q4: Jaká údržba je nutná k tomu, aby výrobní linka stroje na vstřikování pěny plnila svůj cíl snížení odpadu?
Mezi klíčové úkoly údržby patří denní ověřování teplot a tlaků součástí, týdenní kalibrační kontroly průtoků dávkovacího čerpadla, měsíční kontrola a čištění součástí směšovací hlavy a čtvrtletní výměna těsnění čerpadla a filtrů průtokoměru. Linky, které se řídí zdokumentovaným plánem preventivní údržby, udržují přesnost hmotnosti střely v rozmezí ±0,5 % po celou dobu životnosti zařízení — ty, které obvykle nevidí posun přesnosti na ±2–3 % během 12 až 18 měsíců, progresivně erodují zisky ze snížení odpadu.
Q5: Liší se zařízení pro pěnění cyklopentanu výrazně od standardních systémů vstřikování polyuretanové pěny?
Principy dávkování a míchání jádra jsou identické, ale cyklopentanové systémy vyžadují další inženýrství pro bezpečnost a stabilitu směsi. To zahrnuje elektrickou klasifikaci v nevýbušném provedení na celé lince, integrovanou detekci plynů LEL s automatickým vypnutím, možnost proplachování nádrží na komponenty a směšovací hlavu dusíkem a vyhrazenou jednotku předmísení cyklopentanu s gravimetrickým dávkováním. Tyto systémy jsou plně navržená řešení — Nejedná se o standardní stroje na vstřikování pěny s drobnými úpravami — a měly by být získávány od dodavatelů se specifickými zkušenostmi s cyklopentanovým pěnovacím zařízením a příslušnými bezpečnostními certifikacemi.