Vstřikování pěny je výrobní proces, při kterém se nadouvadlo – chemické nebo fyzikální – zavádí do taveniny polymeru uvnitř vstřikovacího lisu, což způsobí, že se materiál roztáhne a vytvoří buněčnou vnitřní strukturu podobnou pěně, když vyplní dutinu formy. Výsledkem je lehká, tuhá nebo ohebná část s hustou vnější vrstvou a porézním pěnovým jádrem. Tato struktura poskytuje vynikající poměr pevnosti k hmotnosti, tepelně izolační vlastnosti a sníženou spotřebu materiálu ve srovnání s pevnými díly vyrobenými vstřikováním.
V průmyslové praxi se vstřikování pěny provádí na vyhrazených Vstřikovací stroje na pěnu nebo upravené staardní vstřikovací stroje vybavené specializovanými míchacími hlavami a systémy regulace tlaku. Tato technologie je široce používána v automobilových interiérech, obalech, nábytku, izolaci spotřebičů a konstrukčních součástech. Porozumění procesu do hloubky – od chemie až po konfiguraci stroje – je zásadní pro inženýry, týmy pro nákup a výrobce, kteří se snaží optimalizovat efektivitu výroby a výkon dílů.
Ningbo Xinliang Machinery Co., Ltd. je profesionální podnik s více než desetiletými zkušenostmi v oblasti výzkumu a vývoje v oblasti zařízení na výrobu polyuretanové pěny. Jako důvěryhodný Výrobce pěnového vstřikovacího stroje , Továrna na vstřikovací stroje na pěnu a Dodavatel pěnového vstřikovacího stroje , společnost poskytuje komplexní zakázková a OEM řešení výrobních linek pro klienty po celém světě.
Věda za vstřikováním pěny
V jádru vstřikování pěny využívá fyziku nukleace plynu v polymerní matrici za řízených tlakových a teplotních podmínek. Když se nadouvadlo smíchá s roztaveným polymerem pod vysokým tlakem uvnitř válce nebo míchací hlavy, zůstane rozpuštěné. V okamžiku, kdy materiál vstoupí do nízkotlaké dutiny formy, plyn rychle nukleuje a tvoří miliony mikrobuněk v tavenině. Vnější vrstvy taveniny, které jsou v kontaktu s chladnou stěnou formy, rychle ztuhnou, než dojde k výraznému napěnění – vytváří charakteristickou hustou vnější vrstvu.
Chemické vs. fyzikální nadouvadla
Komerčně se používají dvě skupiny nadouvadel. Chemická nadouvadla (CBA) rozkládají se při teplotách zpracování a uvolňují plyn (typicky CO2 nebo N2). Snadno se s nimi manipuluje, lze je přidat jako předsměsi a fungují ve standardních vstřikovacích strojích s minimálními úpravami. Fyzikální nadouvadla (PBA) — nejčastěji dusík nebo CO₂ v nadkritické formě, nebo cyklopentan pro polyuretanové systémy — se vstřikují přímo do taveniny polymeru pod tlakem. PBA produkují jemnější, jednotnější buněčné struktury a nezanechávají v součásti žádné zbytky chemického rozkladu, díky čemuž jsou preferovány pro náročné aplikace, jako je např. Automobilové pěnové vstřikování a vysoce výkonné izolační výrobky.
Vstřikování polyuretanové pěny: Speciální pouzdro
Vstřikování polyuretanové (PU) pěny se liší od lisování termoplastické pěny. Namísto tavení termoplastu a vstřikování nadouvadla se PU pěna vyrábí reaktivním dvousložkovým systémem: ve vstřikovací hlavě se mísí isokyanát (složka A) a směs polyolů (složka B). Chemická reakce vytváří CO₂ jako vedlejší produkt, který působí jako nadouvadlo. Směs se vstřikuje do uzavřené formy, kde současně expanduje a vytvrzuje. Toto je základ Výrobní linka vstřikovacího stroje pěny technologie, na kterou se Ningbo Xinliang Machinery specializuje — spojující přesné dávkování, vysokotlaké míchání a řízení forem do integrovaného výrobního řešení.
Průtok procesu vstřikování pěny
Proces vstřikování pěny se řídí přísně kontrolovanou sekvencí od skladování surovin přes reaktivní míchání, vstřikování do formy, vytvrzování a konečné vyjmutí z formy. Každá fáze musí být přesně řízena – přesnost dávkování na směšovací hlavě přímo ovlivňuje hustotu pěny a rovnoměrnost buněk, zatímco teplota formy a doba vytvrzování určují rozměrovou stabilitu a kvalitu povrchu. Dobře navržený Výrobní linka vstřikovacího stroje pěny integruje všechny tyto fáze s automatizací, aby byla zachována konzistentní kvalita napříč velkoobjemovými běhy.
Typy procesů vstřikování pěny
Vstřikování pěny není jediný proces, ale skupina příbuzných technik, z nichž každá je přizpůsobena specifickým materiálovým systémům, geometriím dílů a požadavkům na výkon. Výběr správné varianty procesu je zásadním rozhodnutím, které ovlivňuje specifikaci zařízení, návrh nástrojů a ekonomiku výroby.
Tabulka 1: Porovnání hlavních variant procesu vstřikování pěny
Proces
Materiálový systém
Redukce hustoty
Kvalita povrchu
Klíčové aplikace
Tvarování strukturální pěny
PP, PE, ABS CBA
10–20 %
Střední (vířivé značky)
Palety, ohrádky
MuCell / mikrocelulární
Většina termoplastů SCF
5–15 %
Dobře
Auto trim, elektronika
Vstřikování PU reaktivní pěny
Isokyanát Polyol
30–80 %
Vynikající (in-mold)
Izolace, sezení, auto
Gas-Assist pěna
Termoplasty N₂
8–18 %
Velmi dobré
Silnostěnné konstrukční díly
Tvarování strukturální pěny
Tvarování strukturální pěny využívá chemická nadouvadla smíchaná do termoplastických pelet. Technika short-shot – vstřikování menšího množství materiálu, než je celý objem formy – umožňuje tlak napěnění dokončit vyplnění formy. Díly typicky vykazují charakteristický vířivý povrchový vzor, přijatelný pro nekosmetické aplikace, jako jsou průmyslové palety, kryty zařízení a velké konstrukční panely. Redukce hmotnosti 10–20 % jsou dosažitelné při zachování tuhosti, protože pěnové jádro účinně zvětšuje druhý moment plochy dílu.
Polyuretanové reaktivní vstřikování (RIM)
Vstřikování PU pěny, často konfigurované jako Reaction Injection Molding (RIM), poskytuje nejširší rozsah hustot pěny – od 20 kg/m³ flexibilní pěny s otevřenými buňkami až po 300 kg/m³ tuhé strukturální pěny. Tato všestrannost je důvodem, proč je vstřikování PU pěny tak široce používáno v různých průmyslových odvětvích. Vybavení - kompletní Výrobní linka vstřikovacího stroje pěny — musí přesně odměřit dvě reaktivní složky, promíchat je během milisekund a před zahájením reakce vstříknout směs do formy s řízenou teplotou. Doba cyklu pro díly z PU pěny se obvykle pohybuje od 3 do 15 minut v závislosti na tloušťce dílu a chemii.
Klíčová odvětví a aplikace
Vstřikování pěny slouží širokému spektru průmyslových odvětví, z nichž každé má odlišné požadavky na výkon, preference materiálů a objemy výroby. Pro správný výběr je nezbytné porozumět kontextu konkrétní aplikace Pěnový vstřikovací stroj konfigurace a uspořádání výrobní linky.
Vstřikování pěny: Odhadovaná distribuce konečného použití na trhu (%)
Automobilový průmysl je největším spotřebitelem pěnových vstřikovaných výrobků, což představuje přibližně 32 % celkové tržní poptávky. To odráží všudypřítomné použití PU pěny v sedadlech, opěrkách hlavy, vložkách dveřních panelů, součástech palubní desky a prvků tlumících hluk. Stavební a izolační aplikace představují druhý největší segment, který je poháněn celosvětovou poptávkou po energeticky účinných stěnových panelech, izolaci chladniček a izolačních systémech potrubí – vše vyráběno s použitím Výrobní linka vstřikovacího stroje pěnys .
Automobilové pěnové vstřikování
Platí automobilový sektor Automobilové pěnové vstřikování široce napříč interiéry a aplikacemi NVH (hluk, vibrace, tvrdost). Pěna sedadel vyrobená pomocí PU reaktivního vstřikování je jednou z objemově nejnáročnějších aplikací: jedno osobní vozidlo obsahuje přibližně 8–12 kg z tvarované PU pěny ve všech polohách sezení. Procesy nanášení pěny na přístrojovou desku, výztuhy stropu, vložky podběhů kol a akustické tlumiče jsou další automobilové aplikace, kde jsou přesné stroje na vstřikování pěny zásadní.
Aplikace balicích pěnových vstřikovacích strojů
A Balicí pěnový vstřikovací stroj je nakonfigurován pro výrobu zakázkově tvarovaných ochranných pěnových vložek, rohových bloků, koncovek a tlumicích systémů pro elektroniku, lékařská zařízení, průmyslové vybavení a spotřební zboží. EPS (expandovaný polystyren) a EPE (expandovaný polyethylen) jsou dominantními materiály pro obalovou pěnu, ale vložky z tuhé PU pěny jsou také běžné v prémiových obalech vyžadujících přesnou rozměrovou kontrolu. Klíčovým požadavkem na vybavení jsou krátké doby cyklů v kombinaci s možností rychlé výměny forem, aby bylo možné vyhovět široké škále geometrií obalů v moderních dodavatelských řetězcích.
Stroj na vstřikování pěny: Klíčové komponenty a konfigurace výrobní linky
Kompletní Stroj na vstřikování pěny výrobní linka je více než jeden stroj — je to integrovaný systém vzájemně propojených modulů zařízení, z nichž každý plní specifickou funkci. Pochopení komponent pomáhá týmům a technikům nákupu specifikovat správný systém pro jejich objem výroby a produktový mix.
Surovina Storage Tanks: Skladovací nádoby s řízenou teplotou pro polyolové směsi a izokyanátové složky. Kapacita je dimenzována podle požadavků na propustnost výroby – typicky 500 l až 5 000 l na nádrž v průmyslových výrobních linkách. Míchadla zabraňují separaci složek v polyolových směsích.
Dávkovací čerpadla: Vysoce přesná zubová nebo pístová čerpadla, která dodávají každou složku do směšovací hlavy v přesných objemových poměrech (typicky 100:40 až 100:60 hmotnostně polyol:isokyanát). Přesnost dávkování ±0,5 % nebo lepší je nezbytná pro konzistentní chemické složení a hustotu pěny.
Vysokotlaká míchací hlava: Kritická komponenta, kde komponenty kolidují při tlacích 100–250 bar a mísí se během milisekund prostřednictvím nárazu. Samočistící směšovací hlavy používají hydraulický čistící píst k odvzdušnění zbytkového materiálu po každém výstřelu, čímž se zabrání ucpání mezi cykly.
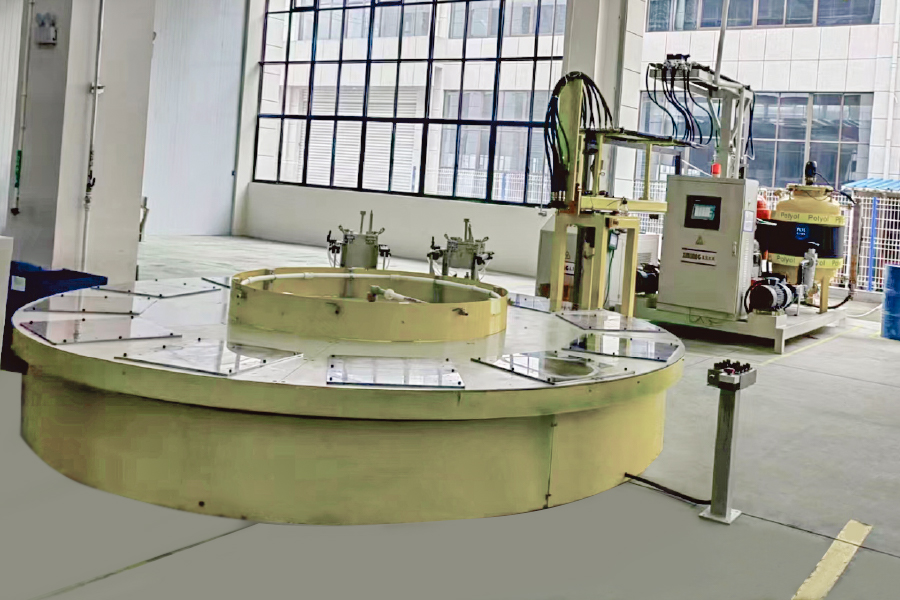
Systém nosiče forem / rámu formy: Podporuje a umísťuje formy pro vstřikování. Systémy otočných stolů umožňují paralelní vyjímání z formy a přípravu forem při probíhajícím vstřikování, což výrazně zvyšuje průchodnost.
Jednotky řízení teploty: Oddělené okruhy udržují teplotu formy (typicky 45–65 °C pro PU pěnu) a teplotu suroviny (20–25 °C pro polyol, 20–22 °C pro isokyanát) s přesností ±1 °C.
Řídicí systém (PLC/HMI): Moderní výrobní linky používají programovatelné logické ovladače s rozhraním dotykové obrazovky pro správu hmotnosti výstřelu, doby výstřelu, tlaku míchání, teplot komponent a statistik výroby v reálném čase.
Dopravní a vykládací systémy: Automatizované dopravníky, robotická ramena nebo ruční vozíky pohybují formami během výrobní sekvence, čímž snižují pracnost a zlepšují konzistenci cyklu.
Propustnost výrobní linky podle konfigurace (záběry/hodina)
Propustnost výroby se dramaticky liší v závislosti na zvolené úrovni automatizace a konfiguraci manipulace s formami Výrobní linka vstřikovacího stroje pěny . Ručně ovládané nastavení jedné formy může dosáhnout pouze 6–10 výstřelů za hodinu kvůli době cyklu operátora a zpoždění přípravy formy. Systém střídání dvou stanic zhruba zdvojnásobuje výkon tím, že umožňuje vytvrzení jedné formy, zatímco se druhá plní. Plně automatizovaný systém otočného talíře se 4–8 pozicemi forem může dosáhnout 30–40 výstřelů za hodinu, což z něj činí preferovanou konfiguraci pro velkoobjemovou výrobu pěny pro automobily a nábytek.
Výhody vstřikování pěny oproti alternativním procesům
Vstřikování pěny soutěží s několika alternativními výrobními přístupy pro lehké, izolační nebo tlumící díly – včetně konvenčního vstřikování, tepelného tvarování, výroby pěny řezáním a spojováním a konverze pěnových desek. V mnoha scénářích nabízí vstřikování pěny přesvědčivou kombinaci výhod, kterým se tyto alternativy nemohou vyrovnat současně.
Srovnání způsobilosti procesu: Vstřikování pěny vs. Alternativy
Radarový graf profiluje vstřikování pěny v pěti kritických dimenzích výrobní kapacity. Svoboda geometrie boduje nejvyšší – složité podřezy, variabilní části stěn a integrované vložky lze vyrobit v jediném cyklu formy, který by vyžadoval více operací s metodami řezání a spojování nebo desek. Redukce hmotnosti and materiálová účinnost oba skórují silně, což odráží vlastní snížení hustoty pěnové struktury a proces uzavřené formy, který eliminuje plýtvání materiálem typické pro metody otevřeného lití nebo tvarování za tepla. V kombinaci tyto schopnosti vysvětlují, proč je vstřikování pěny určeno pro aplikace kritické z hlediska výkonu v automobilovém průmyslu, zařízeních a průmyslových odvětvích.
Redukce hmotnosti without sacrificing structural integrity: Části z PU pěny mohou dosáhnout hustoty pouhých 20–30 kg/m³ pro flexibilní aplikace nebo 60–120 kg/m³ pro aplikace s tuhou konstrukcí oproti 900–1 100 kg/m³ pro pevné termoplastické části.
Tepelná a zvuková izolace v jedné části: Buněčná struktura ze své podstaty poskytuje izolaci (tepelná vodivost tuhé PU pěny: 0,022–0,028 W/m·K) a zvukovou absorpci, což eliminuje potřebu sekundárních izolačních vrstev.
Komplexní geometrie v jediném výrobním kroku: Podříznutí, proměnná tloušťka sekce, zapuštěné vložky a integrované upevňovací prvky, to vše lze vyrobit v jednom cyklu vstřikování pěny.
Snížené požadavky na upínací sílu: Vzhledem k tomu, že vstřikování PU pěny plní formu pod relativně nízkým tlakem, náklady na nástroje a požadavky na tonáž svěrek jsou nižší než vstřikování pevných forem ekvivalentních velikostí dílů.
OEM a vlastní řešení pěnových vstřikovacích strojů
Pro výrobce, kteří chtějí zavést nebo upgradovat schopnost výroby pěny ve spolupráci se zkušenými Výrobce pěnového vstřikovacího stroje schopný poskytnout kompletní OEM výrobní linky na vstřikování pěny je mnohem efektivnější než montáž jednotlivých komponent od více dodavatelů. Dodavatel z jediného zdroje integruje celý systém – skladování, dávkování, míchání, manipulaci s formami a ovládací prvky – zajišťuje kompatibilitu a poskytuje jediný bod odpovědnosti za výkon.
Ningbo Xinliang Machinery Co., Ltd. nabízí komplexní Vlastní vstřikovací stroj na pěnu řešení vyvinutá na základě konzultace se specifickými výrobními požadavky zákazníka. Proces začíná analýzou typů polyuretanových produktů zákazníka, cílového objemu výroby, dostupné podlahové plochy, pracovních zdrojů a dodavatelského řetězce surovin. Na základě této analýzy inženýrský tým vyvíjí exkluzivní přizpůsobené řešení výroby polyuretanových produktů – výběr vhodných modelů strojů, konfigurací rámů forem, úrovně automatizace a pomocných zařízení.
Co můžete očekávat od velkoobchodního partnera pro zařízení na vstřikování pěny
Při získávání zdrojů Velkoobchodní zařízení pro vstřikování pěny nebo zapojení továrny pro dodávku OEM výrobní linky, hodnocení by mělo zahrnovat tyto klíčové rozměry:
Inženýrské zkušenosti: Kolik let dodavatel navrhuje zařízení na výrobu polyuretanové pěny? Mají vlastní výzkumný a vývojový personál obeznámený s domácími i mezinárodními standardy technologie zpracování?
Možnost přizpůsobení: Může dodavatel navrhnout nestandardní konfigurace pro neobvyklé geometrie produktů, specializované chemické látky (např. tuhá pěna foukaná cyklopentanem) nebo jedinečná výrobní prostředí?
Poprodejní podpora: Jaká technická podpora je k dispozici po instalaci? Nabízí dodavatel školení operátorů, dodávky náhradních dílů a vzdálenou diagnostiku?
Referenční instalace: Může dodavatel poskytnout reference nebo případové studie z podobných segmentů průmyslu? Návštěva stávající instalace je cenná, než se zavážete k nákupu větší výrobní linky.
Shoda a certifikace: Splňuje zařízení CE, ISO nebo příslušné místní bezpečnostní a ekologické normy? To je zvláště důležité pro linky manipulující s cyklopentanem (hořlavé fyzikální nadouvadlo), kde může být vyžadována certifikace ATEX nebo ekvivalentní certifikace.
Globální trend růstu trhu zařízení z polyuretanové pěny (indexováno, 2018=100)
Globální trh s vybavením z polyuretanové pěny vykázal v období 2018–2024 silnou dynamiku růstu, která byla v roce 2020 přerušena pouze nakrátko přerušením dodavatelského řetězce. Zotavení z tohoto poklesu bylo rychlé a silné, tažené postpandemickou stavební činností, přijetím elektromobilů zrychlujícím poptávku po komponentech z lehké pěny a rozšiřující se logistiky chladících řetězců vyžadujících izolované obaly. pro Stroj na vstřikování pěny Factories a dodavatelů, tento trend představuje trvalé období zvýšené poptávky jak po instalaci nových výrobních linek, tak po modernizaci zařízení – zejména na asijsko-pacifických trzích, kde bylo rozšiřování výrobní kapacity nejagresivnější.
O společnosti Ningbo Xinliang Machinery Co., Ltd.
Ningbo Xinliang Machinery Co., Ltd. je podnik kombinující průmysl a obchod, který se věnuje výrobě zařízení pro výrobu polyuretanové pěny, výrobních linek na výrobu polyuretanové pěny a kompletního zařízení pro výrobu pěny na bázi cyklopentanové polyuretanové pěny. Jako profesionální high-tech podnik se společnost specializuje na výzkum a vývoj zařízení na výrobu polyuretanové pěny, výrobu a technické služby s více než desetiletými profesionálními zkušenostmi v oblasti designu mezi svými pracovníky výzkumu a vývoje.
Ningbo Xinliang se spoléhá na silnou průmyslovou základnu a výhodnou geografickou polohu Zhejiang a sleduje cestu rozvoje „vědeckých a technologických inovací, snahy o specializaci“. Jako profesionál Vlastní vstřikovací stroj na pěnu dodavatele a OEM výrobní linka na vstřikování pěny Společnost poskytuje přizpůsobená řešení pro uživatele v celém polyuretanovém průmyslu – od počáteční analýzy výrobní kapacity přes dodávku zařízení, instalaci, uvedení do provozu a průběžnou technickou podporu.
Výzkumný a vývojový tým společnosti je obeznámen s pokročilou technologií polyuretanových pěnových zařízení z domácích i mezinárodních zdrojů, což mu umožňuje dodávat systémy, které splňují moderní výrobní standardy z hlediska účinnosti, přesnosti, flexibility a bezpečnosti obsluhy. Zákazníci ze všech odvětví jsou srdečně zváni k návštěvě závodu a prodiskutování jejich specifických požadavků na výrobu polyuretanu.
Často kladené otázky
Q1: Jaké materiály se používají při vstřikování pěny?
Nejpoužívanějším materiálovým systémem pro vstřikování pěny je polyuretan (PU), vyráběný reakcí izokyanátových a polyolových složek. Termoplasty jako PP, ABS a PS se také používají s chemickými nebo fyzikálními nadouvadly. Volba materiálu určuje hustotu pěny, mechanické vlastnosti, teplotní odolnost a požadavky na zpracovatelské zařízení.
Q2: Jak dlouho trvá výrobní cyklus vstřikování pěny?
Doba cyklu závisí především na tloušťce součásti, chemii pěny a teplotě formy. Tenké části z flexibilní PU pěny (např. vložky sedáků o tloušťce menší než 80 mm) obvykle vytvrzují 3–5 minut. Silné části z tuhé pěny nebo složité geometrie mohou vyžadovat 8–15 minut. Automatizované výrobní linky s více stanicemi efektivně zvyšují propustnost tím, že paralelně běží více forem, čímž se zkracuje průměrná doba cyklu na díl.
Q3: Může být výrobní linka stroje na výrobu pěny přizpůsobena pro můj produkt?
Ano. Renomovaní výrobci pěnových vstřikovacích strojů, jako je Ningbo Xinliang Machinery, analyzují specifické typy polyuretanových produktů zákazníka, cíle objemu výroby, logistiku surovin a uspořádání zařízení, než navrhnou přizpůsobené výrobní řešení. Přizpůsobení zahrnuje kapacitu stroje, konfiguraci rámu formy, úroveň automatizace, typ nadouvadla (včetně cyklopentanových systémů) a specifikace řídicího systému.
Q4: Jaký je rozdíl mezi otevřeným a pěnovým vstřikováním?
Výroba pěny s otevřeným naléváním nalévá smíchané reaktivní složky do otevřené formy nebo dutiny a umožňuje volné pěnění. Vstřikováním pěny se vyplní uzavřená, tlakově utěsněná forma, která produkuje užší rozměrové tolerance, lepší kvalitu povrchu, vyšší a rovnoměrnější hustotu pěny a složitější geometrie součástí. Vstřikování do uzavřené formy je obecně vyžadováno pro automobilový průmysl, zařízení a konstrukční aplikace, kde je kritická rozměrová přesnost.
Q5: Poskytuje Ningbo Xinliang výrobní linky pro výrobu pěny OEM?
Ano. Ningbo Xinliang Machinery Co., Ltd. poskytuje služby OEM Foam Injection Production Line distributorům zařízení, systémovým integrátorům a výrobcům, kteří chtějí prodávat přizpůsobené výrobní systémy pod svou vlastní značkou. Společnost podporuje úplné přizpůsobení OEM včetně konfigurace stroje, brandingu, jazyka řídicího systému a dokumentace ve formátu požadovaném zákazníkem.
Otázka 6: Jaká bezpečnostní hlediska platí pro stroje na vstřikování pěny používající cyklopentan?
Cyklopentan je hořlavé fyzikální nadouvadlo široce používané v tuhé PU pěně pro izolaci chladniček a mrazniček. Výrobní linky využívající cyklopentan vyžadují elektrické komponenty odolné proti výbuchu (s hodnocením ATEX), vyhrazené ventilační systémy, detekci úniku plynu a přísné řízení zdrojů vznícení v celé výrobní oblasti. Renomovaní výrobci pěnových vstřikovacích strojů navrhují výrobní linky kompatibilní s cyklopentanem s těmito plně integrovanými bezpečnostními systémy.