Rychlá odpověď: Technologie vysokotlaké polyuretanové pěny se týká výrobního procesu, ve kterém jsou dvě nebo více reaktivních chemických složek – obvykle polyol a isokyanát – odměřeny, smíchány pod vysokým tlakem (typicky 100–200 bar ), a vstřikovány do formy nebo dutiny, kde reagují a expaují do tuhé nebo pružné polyuretanové pěny. Tento proces, který provádí a Polyuretanový vysokotlaký pěnový vstřikovací stroj , poskytuje vynikající kvalitu míchání, rychlejší časy cyklů a konzistentnější hustotu pěny ve srovnání s nízkotlakými alternativami, což z něj dělá preferovanou metodu pro průmyslovou výrobu PU pěny.
Tento článek popisuje pracovní principy vysokotlakého PU pěnění, jak se liší od nízkotlakých systémů, pro které aplikace nejlépe slouží, běžné scénáře řešení problémů a na co se zaměřit při výběru stroje pro vaši výrobní linku.
Princip práce stroje na vysokotlakou polyuretanovou pěnu
Princip činnosti vysokotlakého stroje na výrobu polyuretanové pěny je založen na nárazovém míchání – metodě, při které jsou dva chemické proudy (polyol a izokyanát) protlačovány protilehlými tryskami vysokou rychlostí uvnitř malé míchací komory. Kinetická energie nárazu vytváří intenzivní turbulenci, která dosahuje míchání na molekulární úrovni v milisekundách, bez potřeby mechanického míchadla nebo rozpouštědla. Po smíchání je reaktivní kapalina okamžitě vstříknuta do cílové dutiny, kde exotermická chemická reakce způsobí, že se směs roztáhne a vytvrdí do pěny.
Standardní systém vstřikování PU zahrnuje následující základní subsystémy: zásobníky komponentů s regulací teploty, vysoce přesná dávkovací čerpadla (pístového nebo ozubeného typu), recirkulační smyčka pro udržení chemické připravenosti mezi dávkami, vysokotlaká směšovací hlava a řídicí systém řídící objem dávky, tlak a poměr míchání. Přesnost dávkování je kritická – většina průmyslových systémů si udržuje toleranci směšovacího poměru ±1 % zajistit opakovatelnou kvalitu pěny v tisících výrobních cyklů.
Samočistící míchací hlava je jednou z nejdůležitějších vlastností vysokotlakého pěnového stroje. Po každém vstřikovacím cyklu hydraulicky ovládaný píst pročistí směšovací komoru, čímž se odstraní zbytky a zabrání se hromadění chemikálií, které by mohly ovlivnit další výstřel. To umožňuje stroji pracovat nepřetržitě v prostředí výrobní linky bez přerušení ručního čištění.
Vysokotlaká PU pěna: Procesní tok
Výše uvedené schéma ukazuje pětistupňový výrobní tok vysokotlakého stroje na vstřikování polyuretanové pěny. Počínaje skladováním chemikálií a konče vyhozením hotového dílu, celý cyklus od vstřikování po vyjmutí z formy obvykle trvá mezi 3 a 8 minut v závislosti na složení pěny a objemu dutiny. Stupeň směšovací hlavy je nejkritičtější – nárazové míchání při tlacích 100–200 bar zajišťuje, že proudy polyolu a isokyanátu se spojí na molekulární úrovni dříve, než může začít jakákoli předčasná reakce, což je základní výhoda vysokotlaké technologie oproti nízkotlakému vsázkovému míchání.
Vysokotlaký vs nízkotlaký pěnicí stroj: Klíčové rozdíly
Volba mezi vysokotlakým a nízkotlakým polyuretanovým pěnicím strojem má přímý vliv na kvalitu pěny, rychlost výroby a provozní údržbu. Nízkotlaké stroje se spoléhají na mechanickou míchací hlavu (rotující míchadlo), které mísí složky při tlacích typicky pod 30 barů. Zatímco nabízejí nižší počáteční složitost nastavení a jsou vhodné pro malosériové nebo flexibilní pěnové aplikace, mechanické míchání přináší proměnné – opotřebení míchadla, neúplné rozptýlení a čištění závislé na rozpouštědlech – které se stávají významnými ve velkoobjemové průmyslové výrobě.
Vysokotlaké stroje zcela vylučují mechanickou míchačku. Princip nárazu vytváří homogennější směs za zlomek času, čímž se získá pěna s přísnější kontrolou hustoty, menší a jednotnější buněčnou strukturou a předvídatelnějšími fyzikálními vlastnostmi. Samočistící píst činí chemický odpad a prostoje zanedbatelné. Pro panel chladničky Stroj na vstřikování PU pěny nebo na jakékoli kontinuální výrobní lince je vysoký tlak téměř vždy tou technickou volbou.
Tabulka 1: Vysokotlaký vs. nízkotlaký PU pěnicí stroj – srovnávací přehled
Parametr
Vysoký tlak
Nízký tlak
Provozní tlak
100–200 bar
Pod 30 barů
Způsob míchání
Náraz (žádné pohyblivé části)
Mechanické míchadlo
Přesnost poměru mixu
±1 % or better
±3–5 %
Pěna Cell Uniformity
Vysoká
Mírný
Čištění hlavy
Samočistící píst
Nutné propláchnutí rozpouštědlem
Venput Rate
Vysoká (continuous production)
Nižší (dávkové nebo polodávkové)
Nejlepší aplikace
Průmyslové výrobní linky, spotřebiče, automobilový průmysl
Malá série, flexibilní pěna, prototypování
Srovnání skóre výkonu: Vysoký tlak vs. nízký tlak (z 10)
Výše uvedený sloupcový graf hodnotí oba typy strojů ve čtyřech kritických parametrech výroby. Vysokotlaké stroje dosahují trvale vyššího skóre ve všech rozměrech, což odráží technické výhody nárazového míchání a automatického čištění hlavy. Stojí za zmínku, že nízkotlaké stroje mají své vlastní legitimní případy použití – zejména pro výzkum a vývoj, výrobu vzorků a aplikace flexibilní pěny – kde je nižší počáteční složitost výhodou. Pro jakoukoli výrobní linku na výrobu průmyslové polyuretanové pěny, kde jsou prioritou objem, opakovatelnost a dlouhodobá spolehlivost, je však vhodnější investice vysokotlaká technologie.
Řízení hustoty pěny v polyuretanových strojích: Jak to funguje
Řízení hustoty pěny je jednou z nejdůležitějších proměnných při výrobě polyuretanové pěny. Hustota – měřená v kg/m³ – přímo ovlivňuje mechanický výkon, izolační hodnotu a cenu materiálu hotového dílu. Ve vysokotlakém stroji na vstřikování PU pěny je hustota řízena třemi primárními parametry: mix poměr (hmotnostní poměr polyolu k isokyanátu), váha střely (celková hmotnost reaktivní směsi vstřikované za cyklus) a teplota formy .
Směšovací poměr určuje stechiometrii reakce — chemickou rovnováhu mezi dvěma složkami. Odchylka dokonce 2 % v poměru směsi může posunout výslednou hustotu pěny 3–8 kg/m³ , což zase ovlivňuje pevnost v tlaku, tepelnou vodivost (hodnota lambda) a rozměrovou stabilitu. Moderní vysokotlaké pěnicí stroje používají měření založené na tlaku v uzavřené smyčce se zpětnou vazbou v reálném čase, aby byla zachována přesnost poměru v rozmezí ±1 % po celou dobu výroby, i když se viskozita součásti mění s teplotou.
Stejně důležitá je kontrola hmotnosti střely. Přeplnění dutiny vytváří hustší část s potenciálním praskáním napětím; nedostatečné vyplnění zanechává dutiny a snižuje izolační výkon. Dobře kalibrovaný stroj na pěnění PU používá ventil s časovaným dávkováním s objemově kompenzovaným dávkováním, aby poskytoval konzistentní hmotnosti dávky v tisících cyklů bez nutnosti nastavení operátora.
Vliv odchylky směšovacího poměru na hustotu pěny (kg/m³)
Tento graf ukazuje, jak odchylky od ideálního poměru polyol/isokyanát ovlivňují výslednou hustotu pěny. Při cílovém poměru (odchylka 0 %) pěna dosáhne své specifikované hustoty — v tomto příkladu přibližně 30 kg/m³, typické pro izolační panely chladniček. Pohybem v obou směrech se hustota prudce zvyšuje: 4% překročení indexu izokyanátu může zvýšit hustotu nad 40 kg/m³, což zvyšuje náklady na materiál a potenciálně mění tepelný výkon. To je důvod řízení hustoty pěny v polyuretanových strojích není jen metrikou kvality – má přímý a měřitelný dopad na jednotkové materiálové náklady ve velkých objemech výroby.
Stroj na vstřikování PU pěny pro výrobu panelů chladniček a zařízení
Sektor výroby chladniček a mrazniček je celosvětově jedním z největších koncových trhů pro vysokotlaké stroje na vstřikování PU pěny. Pevná polyuretanová pěna je vstřikována mezi vnitřní vložku a vnější skříň chladničky, aby současně zajistila tepelnou izolaci, strukturální lepení a akustické tlumení. Typická cílová hustota izolační pěny chladniček je 28–34 kg/m³ , s tepelnou vodivostí (hodnota lambda) přibližně 0,022–0,024 W/(m·K) — výkon, který vyžaduje přesné chemické řízení a opakovatelné podmínky vstřikování dosažitelné pouze s vysokotlakým zařízením.
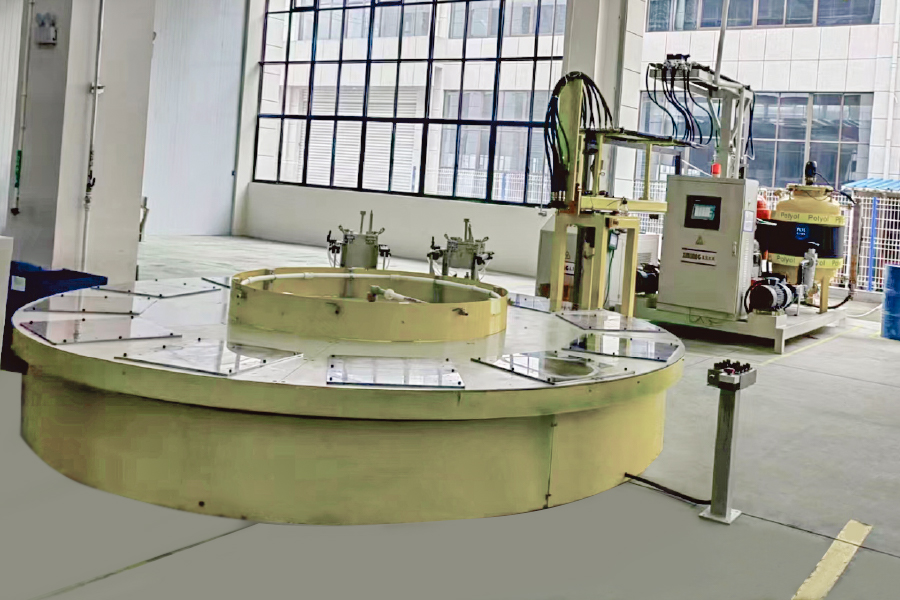
Ve výrobní lince chladicích panelů zařízení z polyuretanové pěny obvykle pracuje v karuselovém formátu nebo formátu s indexovaným dopravníkem, přičemž přípravky drží chladicí skříň v poloze během vstřikování a vytvrzování. Cyklus doby 4–6 minut na jednotku jsou běžné ve velkoobjemových továrnách na spotřebiče, s denní cílovou propustností 400–800 jednotek na výrobní linku v závislosti na velikosti skříně a složitosti modelu. Klíčovým požadavkem na výkon pro tuto aplikaci je schopnost napěňovacího stroje dodávat konzistentní hmotnost střely v každém cyklu – bez posunu nebo zásahu operátora.
Cyklopentanem foukané polyuretanové formulace – používané pro jejich vynikající izolační výkon a shodu s životním prostředím ve srovnání se staršími nadouvadly – vyžadují pečlivé chemické řízení teploty, protože bod varu cyklopentanu (49 °C) je blízký teplotě zpracování mnoha polyolových směsí. Vysokotlaké stroje vybavené dvouzónovým řízením teploty komponentů udržují polyol na přesně specifikované teplotě, čímž zabraňují předčasné nukleaci, která by jinak způsobila povrchové defekty a změny hustoty.
Cílová hustota pěny podle aplikace zařízení (kg/m³)
Různé aplikace konečných produktů vyžadují zcela odlišné cíle hustoty pěny a schopná výrobní linka na průmyslovou polyuretanovou pěnu musí tomuto rozsahu vyhovět bez nutnosti přestavby. Chladničky a mrazničky jsou na lehčím konci spektra hustoty, protože nadměrná hmotnost zhoršuje hodnocení energetické účinnosti. Naproti tomu automobilové konstrukční pěnové komponenty vyžadují vyšší hustotu pro nosnost. Izolace ohřívače vody klesá se střední hustotou, aby se vyrovnala hodnota izolace vůči hmotnosti jednotky. Pochopení těchto cílů je zásadní při konfiguraci stroje na pěnění PU pro konkrétní výrobní program.
Konfigurace výrobní linky průmyslové polyuretanové pěny
Kompletní výrobní linka průmyslové polyuretanové pěny integruje pěnicí stroj s předřazenou manipulací s materiálem, upínacími a dopravními systémy forem, zónami pro úpravu teploty a následnými stanicemi pro demontáž a kontrolu kvality. Samotný pěnicí stroj je srdcem linky, ale jeho výkon je pouze tak konzistentní, jak to umožňuje podpůrná infrastruktura. Kondicionování součástí – udržování polyolu a isokyanátu na jejich cílových teplotách (typicky 18–25 °C pro polyol and 20–25 °C pro isokyanát ) — nelze vyjednávat pro opakovatelný výstup.
Moderní výrobní linky stále více zahrnují řízení procesů na úrovni PLC nebo SCADA, což umožňuje monitorování tlaku, teploty, průtoku a počtu cyklů v reálném čase během každé výrobní směny. Protokolování dat na této úrovni umožňuje týmům kvality vysledovat jakoukoli součást, která nesplňuje specifikace, zpět ke konkrétním parametrům stroje platným v době výroby – což je schopnost, která je nyní vyžadována pro automobilové dodavatelské řetězce a dodavatelské řetězce zařízení fungující podle rámců řízení kvality IATF 16949 nebo ISO 9001.
Zásobníky surovin s mícháním a regulací teploty (denní zásobníky)
Vysoce přesné měřicí a recirkulační obvody pro každý komponent
Vysokotlaká míchací hlava se samočistícím pístovým mechanismem
Nosiče forem (točny, dopravníky nebo karusely s více stanicemi)
Úprava teploty forem (okruhy topení/chlazení)
Vytvrzovací dopravník nebo tunelová pec pro urychlené vyjímání z formy
Ovládací panel PLC s dotykovou obrazovkou HMI pro správu parametrů
Bezpečnostní kryty, odsávací ventilace a hašení požáru (pro cyklopentanová vedení)
Vysokotlaký PU pěnový stroj Vhodnost podle průmyslového sektoru
Radarový graf mapuje vhodnost vysokotlakých PU pěnicích strojů v šesti hlavních průmyslových odvětvích. Výroba spotřebičů vede žebříček, protože její kombinace velkoobjemové výroby, přesných cílů hustoty a požadavků na složení cyklopentanu téměř dokonale mapuje technické přednosti vysokotlakých zařízení. Automobilová logistika a logistika chladících řetězců úzce sleduje, řídí se přísnými kvalitativními specifikacemi a požadavky na shodu s předpisy. Nábytkové a dekorativní pěny, kde záleží na vzhledu povrchu a pružnosti více než na přesnosti hustoty, mají nižší skóre, ale zůstávají relevantními trhy pro účelově konfigurované vysokotlaké systémy. Tento graf pomáhá plánovačům výroby rychle určit, kde investice do stroje přinesou největší provozní návratnost.
Odstraňování problémů se strojem na výrobu pěny PU: Běžné problémy a řešení
Řešení problémů s PU pěnicími stroji je jedním z nejčastěji vyhledávaných témat mezi výrobními techniky pracujícími s polyuretanovými zařízeními. Zatímco moderní vysokotlaké stroje jsou navrženy pro nepřetržitý spolehlivý provoz, pochopení základních příčin běžných odchylek v kvalitě umožňuje týmům údržby řešit problémy rychle a minimalizovat prostoje. Níže uvedená tabulka shrnuje nejčastěji se vyskytující výrobní problémy a jejich diagnostické cesty.
Tabulka 2: Běžné poruchy PU pěnového stroje a nápravná opatření
Zkontrolujte a vyčistěte trysky; zkontrolujte výstupní tlak čerpadla
Pěna shrinkage after demolding
Předčasné odformování nebo nevytvrzení
Prodlužte dobu vytvrzení; ověřit rovnoměrnost teploty formy
Většina kvalitativních odchylek při výrobě polyuretanové pěny má jednu ze tří hlavních příčin: odchylka teploty v jedné nebo obou složkách, mechanické opotřebení v dávkovacím nebo míchacím systému nebo faktory související s plísněmi (teplota, odvětrávání nebo pokrytí separačním prostředkem). Strukturovaný protokol první odezvy, který postupně kontroluje tyto tři oblasti – před úpravou složení – řeší většinu výrobních problémů bez zbytečných chemických změn.
O Ningbo Xinliang Machinery: Vlastní výrobce PU pěnového zařízení
Ningbo Xinliang Machinery Co., Ltd. je podnik kombinující průmysl a obchod, který se věnuje výrobě zařízení pro výrobu polyuretanové pěny, výrobních linek pro výrobu polyuretanové pěny a kompletního zařízení pro výrobu pěny cyklopentanem a polyuretanem. Jako profesionální high-tech společnost specializující se na výzkum a vývoj zařízení pro polyuretanové pěny, výrobu a technické služby přináší společnost do každého projektu více než deset let specializovaných inženýrských zkušeností.
Společnost Xinliang Machinery, která se spoléhá na silné průmyslové základy a geografické výhody společnosti Zhejiang, si vybudovala svou pověst profesionálního dodavatele polyuretanových vysokotlakých pěnových vstřikovacích strojů a výrobce OEM. Společnost je obeznámena s pokročilou technologií zařízení na výrobu PU pěny z domácích i mezinárodních trhů a vydává se cestou vývoje vědeckých a technologických inovací se zaměřením na specializaci – poskytuje na míru šitá řešení pro uživatele v polyuretanovém průmyslu napříč výrobou spotřebičů, logistiky chladících řetězců, automobilového průmyslu a stavebnictví.
Zákazníci, kteří hledají schopného, technicky zkušeného partnera pro zakázková vysokotlaká pěnová zařízení nebo kompletní řešení výrobních linek, mohou toto zařízení navštívit, prodiskutovat své specifické aplikační požadavky a prozkoumat možnosti OEM a technické spolupráce.
Často kladené otázky o vysokotlakých PU pěnovacích strojích
Q1: Jak funguje polyuretanový vysokotlaký pěnicí stroj?
Vysokotlaký stroj na pěnění PU odměřuje polyol a isokyanát v přesných poměrech, tlačí je přes protilehlé trysky uvnitř směšovací hlavy při tlaku 100–200 barů a využívá náraz k dosažení míchání na molekulární úrovni bez mechanického míchadla. Smíšená reaktivní kapalina se pak vstřikuje do dutiny formy, kde expanduje a vytvrzuje do pevné pěny. Samočistící píst proplachuje směšovací komoru po každém výstřelu.
Q2: Jaký je rozdíl mezi vysokotlakými a nízkotlakými pěnicími stroji?
Vysokotlaké stroje používají nárazové míchání při 100–200 bar, produkují homogennější pěnu s přísnější kontrolou hustoty a bez nutnosti čištění rozpouštědlem. Nízkotlaké stroje používají mechanické míchadlo s tlakem nižším než 30 barů, což přináší větší variabilitu kvality směsi a vyžaduje čištění hlavy rozpouštědlem mezi jednotlivými sériemi. Pro průmyslové výrobní linky je preferován vysoký tlak; nízký tlak je vhodnější pro práci v malých sériích nebo prototypech.
Q3: Jaký je proces vstřikování polyuretanové pěny při výrobě chladniček?
Při výrobě chladniček je skříň umístěna v upínacím přípravku a stroj na vstřikování PU pěny vstřikuje předem stanovenou hmotnost dávky reaktivní směsi polyol/isokyanát (často foukané cyklopentanem) do dutiny mezi vnitřní vložkou a vnějším pláštěm. Pěna expanduje, aby vyplnila dutinu, spojila oba povrchy a zároveň poskytla tepelnou izolaci při hustotě 28–34 kg/m³. Typická doba cyklu je 4–6 minut na jednotku.
Q4: Který PU pěnicí stroj je lepší pro výrobní linku?
Pro kontinuální průmyslové výrobní linky jsou preferovanou volbou vysokotlaké pěnicí stroje. Nabízejí vynikající kvalitu směsi, samočisticí provoz, přísnější kontrolu hustoty a mnohem vyšší propustnost než nízkotlaké alternativy. Vyšší počáteční investice do zařízení je kompenzována nižším odpadem materiálu na jednotku, kratšími prostoji při údržbě a konzistentnější kvalitou produktu – to jsou všechny kritické faktory v prostředích velkoobjemové výroby.
Q5: Jak je řízena hustota pěny v PU pěnicím stroji?
Pěna density is primarily controlled through three parameters: the polyol-to-isocyanate mix ratio, the shot weight delivered per cycle, and component temperature. A deviation of just 2% in mix ratio can shift final foam density by 3–8 kg/m³. Modern machines use closed-loop metering with real-time pressure feedback to hold ratio accuracy within ±1%, while timed shot valves ensure consistent shot weight across thousands of cycles.
Q6: Jaké jsou běžné příčiny defektů pěny u vstřikovacích strojů PU?
Mezi nejčastější příčiny patří teplota součásti mimo specifikaci (vedoucí ke kolísání doby smetany), odchylka směšovacího poměru v důsledku opotřebení dávkovacího čerpadla (způsobující posuny hustoty), problémy s teplotou formy (produkce povrchových dutin nebo smrštění) a částečné zablokování směšovací hlavy (vedoucí k nerovnoměrnému nárůstu pěny). Systematický přístup k odstraňování problémů, který kontroluje teplotu, tlak a mechanický stav před úpravou chemie, efektivně řeší většinu výrobních odchylek.